S45Cのフライス加工のポイントや材質について解説します
S45Cのフライス加工について解説いたします。
S45Cは幅広い用途に適している材質のため、多岐にわたる産業で使われています。
よく使われている素材ということもあり、「S45Cのフライス加工」についてご質問を頂く事があります。
S45Cは汎用的に使われている素材ともいえますが、高品質なモノづくりのためには材質を理解し、適切な方法にて製造することが重要です。
今回の記事ではS45Cの材質に関する情報、そしてS45Cのフライス加工についてご紹介いたします。
モノづくりのご参考に、ぜひご覧ください。
S45C(機械構造用炭素鋼)とは
S45CとはJIS規格によって定められた機械構造用炭素鋼(SC材)の一種です。

SC材とは「Steel」「Carbon」の頭文字をとって組み合わせたもので、エスシー材と読みます。
「S」と「C」の間の数字は、炭素の含有量を表しており、S45Cは0.45%の炭素を持つ素材という事が読み取れます。
(この炭素の含有量によって、硬度や名称が異なります。)
他の金属と比べると低価格であり流通量も多いので、様々な用途で使われています。
一般的には丸い形状(線材、丸棒など)で流通しており、熱処理によって硬度を上げられるため、耐久性が重要な機械部品などによく選ばれています。
加工性もよく、複雑な形状を出しやすいという点もメリットとして挙げられますが、一方で変形するため溶接には不向きである点がデメリットとして挙げられます。
こちらの記事で、S45Cの材質について詳しく解説しています。
硬さ換算表もご覧いただけますので、是非ご覧ください。
S45Cの用途
S45Cは加工性も良く、コスト面でもメリットがあるため、幅広い分野・用途で利用されています。
【用途例】
シャフト、ギア、軸、ピン、ボルト、ナット、治具等
熱処理によって硬度が上げられるため(HRC45前後)、強度や耐久性が求められる機械部品の素材によく選ばれています。
安くて非常に使い勝手の良い材質のように感じられますが、どのような用途でも適しているかというとそうではありません。
前述した通り、クラックを起こす可能性があるため、製作時に溶接がある場合には適していません。
溶接をする場合にはS25Cなどクラックを起こしにくい素材を選定すると良いでしょう。
S50C、SS400との違い
よく比較される炭素鋼としてS50CとSS400(SS材)があります。
いずれもS45Cと同様、よく使われている素材です。
S45CとS50Cの違いは炭素量と流通している形状です。
S45Cが丸い形状に対し、S50Cは四角い形状で流通しており、炭素量は0.50%です。
炭素の量は異なるものの、焼入れ後の硬さには大きな違いは見られません。
SS400は安価でS45C同様、スタンダードな素材です。
S45CとSS400のの違いは、炭素含有量と適している加工の種類です。
SS400は約0.15-0.2%の炭素を含んでおり、S45Cよりも強度に劣ります。
また、SS400は炭素の成分量に規定がない点もS45Cとの大きな違いと言えるでしょう。
SS400は溶接性に優れているものの、熱処理ができませんので、精度や強度を求める場合はS45C(S50C)を選ぶと良いでしょう。
S45Cのフライス加工について
S45Cのフライス加工についてご紹介します。
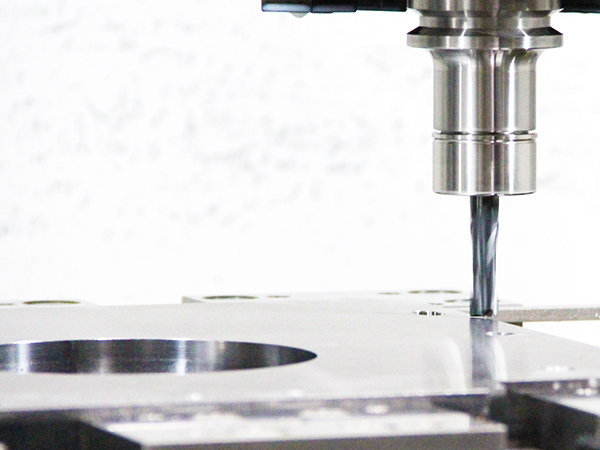
フライス加工は、フライス盤のベースに製品(ワーク)を固定し、主軸に取り付けた刃物を回転させ、操作によって横・前後・高さの3方向にテーブルまたは刃物を移動させて切削をします。
フライス加工でよく使われている炭素鋼は、丸材であればS45C、角材や板材ではS50C、ミガキ材(S45C)が挙げられます。
※フライス加工ではこれらの炭素鋼を総称してS45Cとすることが多いため、このコラムでも以降はS45Cと表記いたします。
S45C(S50C)は、SS400に比べて硬いので精度は出しやすい素材です。
特に調質材や焼入れなどの熱処理を施したS45Cは硬度が高いため、フライス加工で精度を出しやすくなります。
高品質にフライス加工をするための具体的なポイントについて、以下にて詳しくご紹介します。
S45Cの切削加工のポイント
S45Cは丸い形状のため、フライス加工ではなく一般的に旋盤で加工されることが多いです。
S45Cを品質良く切削加工(旋盤)をするためのポイントは以下の3点です。
1.適切な切削条件で加工をする
2.防錆油を使用する
3.適切な工具を選択する
特に切削条件と工具選びは重要なポイントで、刃物の回転数や送り速度によって、ムシレなどの現象が発生する事があります。
品質良く加工するためには、最適な切削条件、最適な刃物で製作をすることが重要です。
ポイントを押さえて加工する事で、品質の向上だけでなく、工具の摩耗を抑えることもできます。
更に、フライス加工が上達すると、軸加工を増やし、複雑な加工も容易にできるようになります。

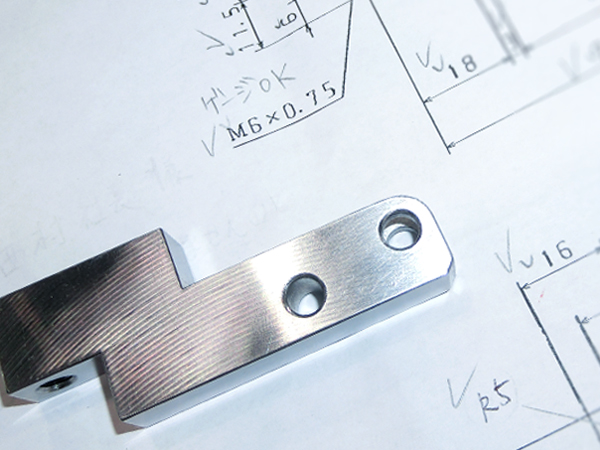
また、フライス加工でよく行われるネジ穴加工ですが「大きな径のネジ穴加工でお困りになった」というお話を伺うことがあります。
通常、ネジ穴はドリルで下穴をあけ、その後にタップでネジ穴を作っていきますが、径が大きいと大きなトルクが必要になるため、小さな工作機械や量産用の機械だと難しくなります。
このような場合は、下穴をあけたあとにヘリカル加工でネジ切りを行うと良いでしょう。
※加工後はプラグゲージで確認することが重要です。
この方法はS45Cに限りませんが、フライス加工の幅がより広がる方法としてご紹介しました。
当社、エースではこのようなご相談を承る事も可能です。
フライス加工をはじめ、金属加工でお困りのことがありましたらお気軽にご相談ください。
こちらの記事で、S45Cの切削加工のポイントを詳しくご紹介しています。
ぜひご覧ください!
S45Cの切削加工のポイントとは?素材の特徴や他の鋼材との違いについて解説
用途に応じた材質・加工をご提案いたします!金属加工は当社にご相談ください
当社、エースはモノづくりの町・東京都大田区の金属加工会社です。
創業1974年以来、モノづくりの実績を積み重ね、お客様のご要望を形にしてまいりました。
これまで培った経験と知識を活かし、モノづくりのパートナーとして信頼し続けて頂けるモノづくりをしております。

部品の使用用途をお知らせいただければ、形状から材質、表面処理に至るまでの提案を積極的に行っておりますので、お気軽にご相談ください。
今回のコラムではS45Cのフライス加工についてご紹介しました。
エースはS45Cへのフライス加工はもちろんのこと、あらゆる加工、さらには難加工にも対応しております。
モノづくりに関するご相談は、当社エースにお任せください。
【お問い合わせ先】
電話:03-3790-5500
FAX:03-3790-5560
お問い合わせフォームはこちら
※利用者が当サイトの情報を用いて行う一切の行為について、株式会社エースは責任を負うものではありません。