2023年11月28日
ステンレス(薄板)の溶接はエースにお任せください!
ステンレス(薄板)の溶接は、東京都大田区の金属加工会社エースにお任せください。
当社は、ステンレス(薄板を含む)の溶接や、その前後の加工も承っております。
今回のコラムでは、今需要が拡大しつつある、ステンレスへの溶接についてご紹介します。
ステンレスは主成分の鉄のほか、クロムが12%程度含まれている合金です。
クロムは酸化すると不働態皮膜となり、素材表面を保護する働きがあるので、ステンレスは耐食性に優れた金属素材といえます。
ステンレスには構成成分によってオーステナイト系やフェライト系など種類が分類されており、それぞれ特性が異なります。
種類によって用途は異なりますが、耐食性が求められる食品製造設備や自動車部品、硬度があることから刃物やゲージ、軸受けなどにも使用されているオーソドックスな素材と言えるでしょう。
私たちの暮らしに身近な存在のステンレスですが、実は以下の理由から溶接が難しいといわれています。
・ステンレス系統、種類によって特性が異なる
・他の素材よりも高い技術力が必要
例えば、オーステナイト系の場合、線膨張係数が高いため、溶接時の熱によって形状が変わることがあります。
また、ステンレスは溶接焼けを起こすため、用途に合わせて溶接後に酸洗いや電解研磨などで除去する必要もあります。
このため、ステンレスの特性に合わせた方法での加工をすることが重要となります。
上記の他にも、ステンレスは耐食性を利用した用途が考えられるため、溶接部の信頼性も非常に重要で、この点が更に難易度を高めています。
このように、ステンレスは一般的によく使われている素材ではありますが、溶接の難易度は高い材料といえるでしょう。
1t以下の薄板のステンレスの溶接の難しさ
ステンレス鋼への溶接の難しさについてご説明しましたが、それが1t(1mm)以下の薄板になると更に難易度は高まります。

■薄板のステンレスへの溶接で起こりやすいこと
・熱量によっては母材が溶けて穴が空いてしまう
・入熱によって歪みやすい
・溶接焼けが起こりやすい
ステンレスに限りませんが、薄板の素材は上記のようなトラブルが起こりやすいため、出来る限り小さい範囲で、熱量を調節する必要があります。
溶接方法も様々な種類がありますが、薄板の場合は小さく加工できる方法を選択したり、加工時の熱を逃がす工夫が求められます。
このように厚みのあるステンレスの時よりも一段と難易度が上がります。
昔は薄板のステンレスへの加工が困難な場合、板厚を上げるなどの方法がとられてきましたが、近年は自動車や電子機器、医療機器の軽量化や小型化が進み、薄板の溶接のニーズが増えてきています。
前述した通り、薄板状のステンレスは非常に難易度の高い加工となりますので、依頼するときは、技術力があり、実績のある業者を選定することがとても重要です。
(厚みのあるステンレスを削り出すことも可能ですが、溶接よりも加工コストが高くなってしまうのでおすすめできません。)
当社エースでは、ステンレスの薄板への溶接はもちろん、多種多様な素材の加工実績がございます。
図面を拝見し、最適な加工方法のご提案も積極的に行っておりますので、モノづくりでお困りのことがありましたらお気軽にご相談ください。
全加工を東京でお探しなら金属加工の専門家・エースにお任せ!事例もご紹介
薄板のステンレス鋼への溶接方法とは
薄板のステンレス鋼への溶接方法についてご紹介します。
溶接方法は複数ありますが、これまでご紹介した通り、薄板のステンレスは溶接径が狭く、熱影響範囲も小さくする必要があります。
溶接をしたい製品の形状にもよりますが、一般的には薄板のステンレスの場合は熱源を光とし、小さな径でスポット的に照射できるYAG溶接、またはファイバー溶接、スポット溶接が適しています。
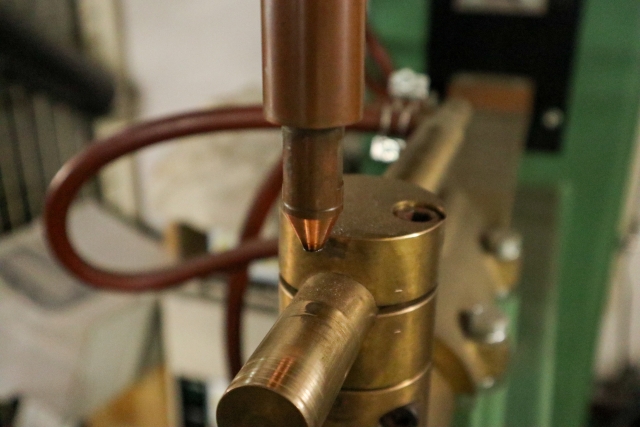
| TIG溶接 | TIG溶接はイナートガスアーク溶接法のひとつです。 電極としてタングステンを用い、溶加棒をサイドから供給して溶着します。 3t程度の薄板で使用します。 |
| YAG溶接 | YAG溶接は強力な光をエネルギーとして利用し、熱を一点に集中させる方法です。 あまり熱が入らないため、歪が起きにくいメリットもあります。 パルス制御によって重ねて照射するため、溶接したところはうろこ状になります。 |
| ファイバー溶接 | 連続照射での溶接となるため、仕上がりは非常に滑らかで、高品質な溶接ができます。 熱源はYAG同様、光なので、電気エネルギーの影響が少ない点も特徴のひとつです。 YAGよりも小さい溶接が可能なため、微細溶接に適しています。 |
| スポット溶接 | 板を重ね、上下から電極で電流を流し、「点」で溶接を行う方法です。 一度の溶接範囲が狭い点が特徴です。 |
エースでは上記以外の溶接にも対応しております。
詳しくはお問い合わせください。
高品質な溶接のポイントについて
高品質な溶接を行う為のポイントをご紹介します。
品質よく加工するには溶接前の工程が重要で、特に一番重要な工程は設計と言えるでしょう。
歪みをできる限り抑え、高品質な加工をするためには以下の点に注意すると良いでしょう。

●ポイント1
設計の段階で、溶接部にトーチなどの溶接機が入るかどうかをご確認ください。溶接機が入ったとしても、取り回しができないと加工自体が難しいケースもあります。
●ポイント2
薄板は変形しやすいので、溶接の回数を減らし、シンプルな手法で加工ができる設計をする。
●ポイント3
切削(切断)するときは、ステンレスが波打たないように、まっすぐ切断できる方法を選択する。薄板のステンレスへの溶接を高品質に行う為には、前工程で精度が保たれていることが重要です。
●ポイント4
溶接時には、溶接する箇所が綺麗かどうかをご確認ください。
防錆油や水が付着していると品質に影響が出ることがありますので、確認し、必要に応じて洗浄を行ってください。
当社、エースではお客様の図面を拝見し、現場視点から品質を向上させられる方法を積極的にご提案しております。
高精度な加工でお困りのことがありましたら、お気軽に当社までご相談ください。
エースは全加工をワンストップで承ります!
エースは全加工に対応しており、溶接だけでなく前後の加工もワンストップでお任せいただけます。
自社工場のほか、全国に300社以上の町工場とパートナー関係にあるため、あらゆる素材、あらゆる加工に対応する事が可能です。
当社のお客様の業種は多岐にわたり、たくさんのお客様から「エースに任せておけば大丈夫」と信頼を頂いております。
エースが多くの企業の中から選ばれる理由は以下の3点です。
1.全国の町工場の「得意」を知っている。だから高品質&短納期!
2.営業スタッフによる積極的なご提案(VA提案)
3.徹底検査で品質と納期を遵守!責任のあるモノ作り
お客様のモノづくりのパートナーとして信頼し続けて頂けるよう、日々丁寧なモノ作りを心がけています。
当社では今回ご紹介したステンレスの薄板への溶接など、難易度の高いご依頼も承っておりますので、モノづくりで課題がありましたらご相談ください。
エースの品質検査について
当社では、工程ごとに自社の検査室にて品質の確認を行っております。
製品を安心してお使いいただくため、検査室には専門の検査員が常勤し、しっかりと品質を確認しております。
特にステンレスの耐食性を活かした用途の場合、溶接部の信頼性は非常に重要となります。
たとえ協力企業で検査を実施していたとしても、万全を期すために再度、当社で検査を行います。
この厳格な品質管理により、加工の不具合を速やかに検出し、納期の確実性を高めています。
薄板のステンレス鋼の溶接はエースにご相談ください!
薄板のステンレスへの溶接で課題がありましたら、当社にご相談ください。

ステンレス(薄板)の溶接の需要は増加していますが、それに対応する加工会社は少なくなってきています。
四角い形から成形する方法も選択肢の一つですが、その加工費用は溶接よりも高くなりがちです。
当社は溶接のご依頼も承っておりますので、加工のことでお困りでしたら是非一度お問い合わせください。
【お問い合わせ先】
電話:03-3790-5500
FAX:03-3790-5560
お問い合わせフォームはこちら
※利用者が当サイトの情報を用いて行う一切の行為について、株式会社エースは責任を負うものではありません。